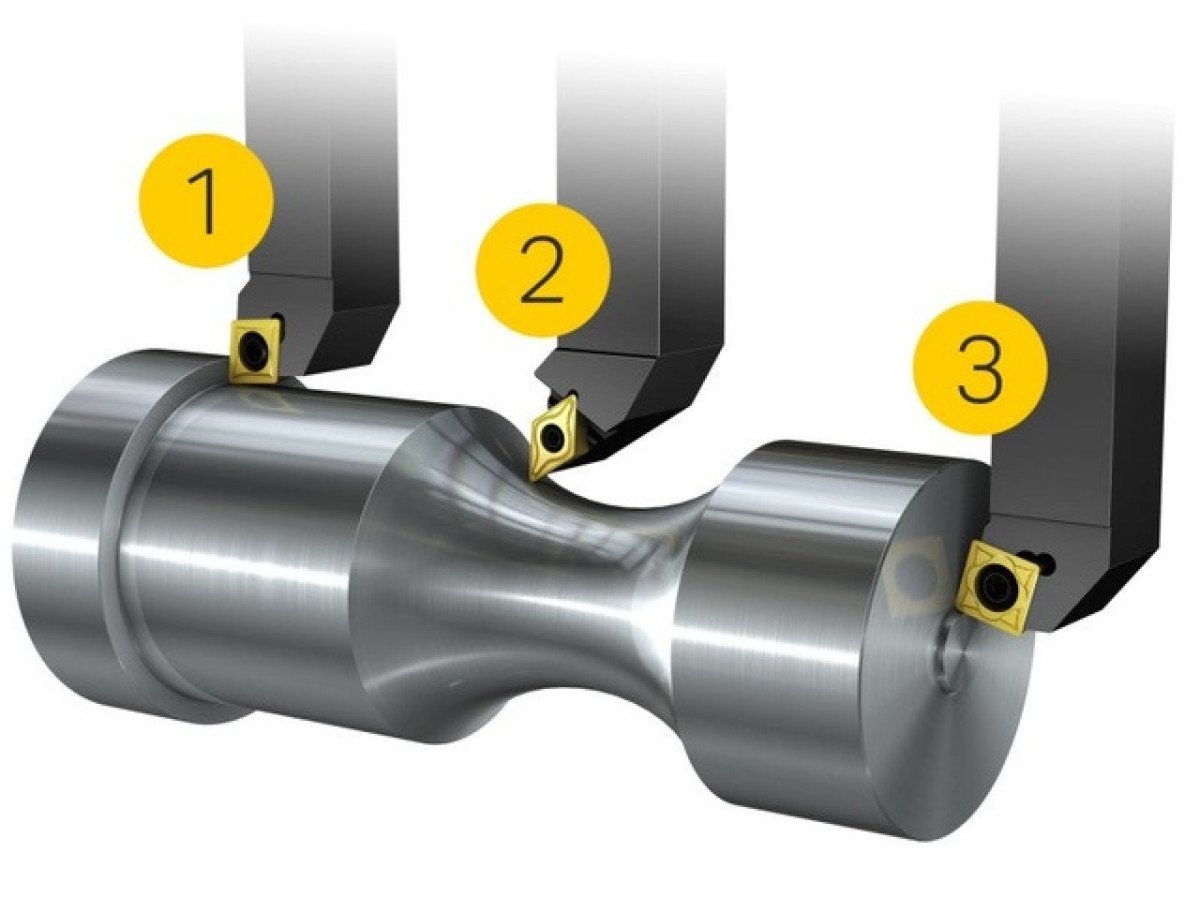
Базовыми областями применения для наружного точения являются продольное точение (1), профильное точение (2) и подрезка торца (3).
Технология PrimeTurning™ позволяет выполнять точение во всех направлениях, повышать скорость съёма металла и достигать высочайшей производительности.

Продольное точение

При продольном точении подача инструмента происходит вдоль оси заготовки, и в результате обработанный диаметр детали становится меньше, чем исходный диаметр заготовки. Это самая распространённая токарная операция.
При выборе инструмента для продольного точения рекомендуется сначала выбрать систему закрепления пластин в державке. Выбор определяется типом операции и, в некоторой степени, размером заготовки. Черновые операции на крупных заготовках предъявляют совершенно иные требования, чем чистовые операции на мелких деталях.
Форма пластины
Для обеспечения прочности и экономичности следует выбирать максимально возможный угол при вершине пластины.
Главный угол в плане
Угол в плане влияет на стружкообразование. Когда он равен 90°, толщина стружки равна подаче, fn. При его уменьшении до 75–45° уменьшается толщина стружки, и можно увеличить подачу.
Державка
Если в обрабатываемой детали имеется уступ, используйте инструмент с главным углом в плане 91–95°. В качестве первого выбора используйте пластину формы C (80°).
Пластина формы D (55°) позволит выполнять профильную обработку и выборку.
Если обрабатывать уступы не требуется, то производительность можно повысить, выбрав квадратную пластину и главный угол в плане 75°.

Профильное точение

При профильном точении могут изменяться параметры резания – глубина, подача и скорость. Инструменты, используемые для профильного точения, подвергаются большим изменениям напряжений и глубины резания из-за изменений направления обработки и диаметра. Одним из важнейших свойств инструмента для профильного точения является геометрическая проходимость.
Форма пластины
Для достижения прочности и экономичности следует выбирать максимально возможный угол при вершине пластины, но выбирать его следует также с учётом удобства обработки. Чаще всего используются углы при вершине 35° и 55°.

Главный угол в плане

Проанализируйте профиль заготовки, чтобы выбрать наиболее подходящий главный угол в плане. Необходимо поддерживать угол не менее 2° между заготовкой и пластиной. Однако по причинам, связанным с качеством обработанной поверхности и стойкостью инструмента, рекомендуется главный угол в плане не менее 7°.
Державка
Первый выбор – инструмент с главным углом в плане 93° и пластинами формы D (55°). Если требуется больший угол врезания, то используйте пластины формы V (35°).
Чтобы можно было выполнить профильное точение в другом направлении или обработку угла, выберите державку с главным углом в плане 107–117°.Токарные инструменты для профильного точения
Подрезка торца

При подрезке торца инструмент подаётся по радиально к центру, в конце заготовки. В этой ситуации радиальные силы резания значительны, и это может привести к отжатию на детали, а иногда становится причиной вибрации.
Форма пластины
Форму пластины следует выбирать согласно необходимому углу в плане и сообразно удобству обработки и универсальности, необходимым для заготовки. Для обеспечения прочности и экономичности следует выбирать максимально возможный угол при вершине пластины.
Главный угол в плане

Главный угол в плане 75°
Уменьшение главного угла в плане может перенаправить часть радиальных сил в осевом направлении, к патрону, улучшив стабильность и уменьшив склонность к вибрации.
Державка
Для оптимизации выберите державку с квадратной пластиной и главным углом в плане 75°.
Для обеспечения универсальности выберите державку с ромбической 80° или треугольной пластиной и главным углом в плане 95°.